
滚齿加工是目前齿轮制造的最主要的加工方法。滚齿加工过程中外界激励引起的受迫振动和时变切削力引起的自激振动使得滚刀主轴与加工齿轮中心之间的距离发生细微变化,直接影响着滚齿机的加工性能,对于滚齿机而言这是难以控制也是无法避免的问题。设置不合适的加工工艺参数会加大滚刀主轴的振动,导致加工齿轮表面质量下降、滚齿机加工精度降低。更甚者,若滚刀主轴的激振频率接近于滚刀主轴的固有频率时,会导致滚齿机床的共振,影响机床结构性能。因此,为了解滚齿机振动机理、减少主轴振动、提高滚齿机的加工稳定性和加工质量,有必要开展滚齿机滚刀主轴振动响应特性研究。分析滚刀主轴振动与加工工艺参数之间的关联关系能够为改进滚齿机结构,减少滚齿机床颤振提供相应的理论依据,并能帮助工艺人员在满足加工表面质量要求的前提下实现加工工艺参数的优化。
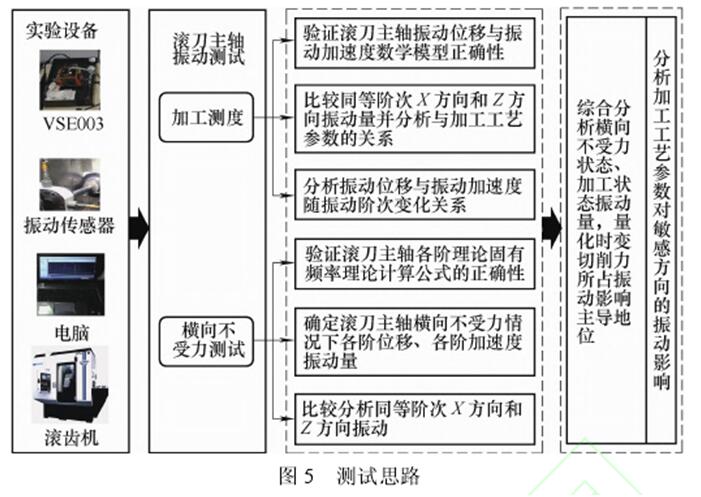
本文从滚刀主轴切削力着手,基于欧拉梁理论,在分析滚刀主轴各阶固有频率的基础上从通用性的角度建立了滚刀主轴坐标系下滚刀主轴沿任意方向v的振动与多加工工艺参数之间的响应函数模型;推导滚刀主轴在滚刀坐标系和工件坐标系 X 方向和Z 方向的振动位移与振动加速度响应函数模型。以高速干切滚齿机 YE3120CNC7 为实验对象,测试滚齿机在横向不受力、加工两种状况下滚刀主轴的振动并分析振动仿真值和测试值,验证该响应函数模型的正确性;并分析滚刀主轴不同阶数之间、不同方向之间振动值差异与加工工艺参数的关系。研究结果可为改善滚齿机结构、优化滚齿加工工艺参数提供理论依据;该研究提出的函数模型可通过算法内嵌进数控系统,为滚齿加工过程中振动位移、振动加速度自适应控制与补偿提供相应的支持。