
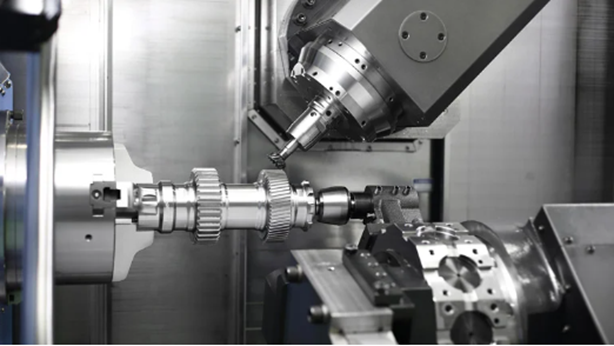
彪马 SMX -2600ST多任务车床切割斜齿轮(由DN Solutions 提供)
此外,没有在一次操作中完成零件的在制品,也不存在需要数周时间在车间移动的风险。而且,与完成大多数零件所需的多台机床相比,多任务处理机占用的车间空间更少。
多任务数控车床的其他优点包括:
l 设置完成后,多任务转换时间通常以分钟而不是小时为单位。
l 凭借齿轮切削、金属沉积、激光加工和增材制造等功能,车间可以对原本可能没有报价的工作进行投标。
l 使用多任务车床及其一系列切削刀具,无人值守/无人值守加工更加可行。
多任务系统为数控车削树立了新标准。零件从机器上下来,准备清洗、包装和运输。为了更好地了解多任务车床和车削中心的复杂性、优势和要求,制造工程 (ME) 询问了六位行业专家。
1. 总部位于肯塔基州佛罗伦萨的 Mazak Corp.的产品经理 Joe Wilker介绍了关于多任务处理日益普及的基本问题。
有些人可能会对多任务机器的高昂价格犹豫不决,认为他们可以以相同的价格购买两台甚至三台机器。通过三台或四台不同机器加工零件的传统方法成本高昂,需要多个程序、多个设置和多个操作员,每个程序都会增加费用并带来潜在的故障点。使用多任务机床,可以装载一大块原材料,然后返回成品零件,准备发货。现金流得到改善,而且由于可以在一台机床上完成如此多的操作,包括车削、钻孔、五轴铣削、齿轮切削等,因此与更传统的机床相比,灵活性令人难以置信。加工车间通常会在机器上装载运行一系列不同作业所需的所有工具和程序,然后让它们设置好。然后,转换就是更换工件夹具、调用程序并点击循环启动。
2. 作为新泽西州派恩布鲁克 DN Solutions America 的应用工程经理,Robert Appleton 也提供了类似的建议。他首先建议商店在购买多任务单元时认真考虑工具需求。
对于任何新机器的购买,投资高质量的工具都是很好的建议。当客户从配备 CAT 或 BT 工具的机器转移到配备 CAPTO 或 HSK 的机器时,他们应该意识到一项投资,尤其是当他们试图最大限度地提高生产力时。这就是为什么我们在购买新机器时提供工具包折扣的原因。而且,由于多任务处理者的生产力如此之高,商店也应该计划使用专为此类工作设计的高质量切割工具,即使这些工具的成本可能更高。离线刀具对调仪有助于减少任何机器的停机时间,但考虑到多任务处理机的较高负担率,它更为重要。初学者还应该计划一个相当长的爬坡期。多年来,我看到许多客户从手动车床或膝铣刀(他们曲柄手柄)转向完全自动化的双刀塔主动刀床。这可能会让人不知所措,根据我的经验,大约需要三个月左右的时间才能让他们感到舒适。也就是说,我认为多任务处理比以前容易得多。年轻人不仅不那么害怕这样的先进技术,而且控制也比以前更友好。
3. 位于北卡罗来纳州夏洛特市的Okuma America Corp.的车床产品专家David Fischer指出,配备真铣削主轴的自动换刀装置(ATC)机床(例如Okuma 的 Multus系列)最适合多品种、小批量加工,而带有两个甚至三个刀塔的双主轴主动刀床通常更适合大产量加工。
真正的铣削主轴就像它听起来一样,与在加工中心中找到的主轴类型相同。在我们的案例中,这意味着12,000rpm 或更高的速度,以及配备Capto工具的自动换刀装置。但是,由于主轴头在 B 轴上旋转,因此可以执行五轴铣削,或将主轴分度并锁定在多达12个位置,并将其用于车削操作,这就是我们所说的 M 轴。这与车铣车床上的传统螺栓固定式铣削附件相比有许多优点。除了拥有更多的刀具外,这意味着您可以在机床制造零件时更换它们,而不是像使用传统车削中心那样暂停操作。更换刀具的速度也快得多,因为您使用的是Capto而不是棒式刀具——刀库中的所有东西都是快速更换的。也没有必要为螺栓固定式铣削附件花费几千美元,这些附件不仅需要日常维护,而且扭矩远低于多任务主轴。此外,当您不像传统的数控车床那样将一大堆刀具安装到刀塔上时,刀具干扰问题更少。
4. Nick Nikolov是位于康涅狄格州托兰的Mastercam制造商CNC Software LLC的应用工程师,他对CAM系统的需求有很多话要说。
多任务处理器上编程绝对不同于对普通车床或铣床进行编程。人们一开始往往会对不同的平面和轴感到困惑,因此尽早牢牢掌握所有这些至关重要。他们还应该花时间准确定义卡盘、刀柄、毛坯范围、机床边界......因为这将有助于减少任何干扰或碰撞的机会,同时使编程过程更容易可视化。当您进行全面仿真时,它使一切变得更容易,因此您了解将要发生的事情,并在按下绿色按钮之前进行必要的程序调整。在这方面,这很像瑞士式的转弯,因为你有所有这些不同的操作同时发生,不能总是看到那里发生了什么。它可能会变得复杂,但与此同时,我觉得我们和其他一些 CAM 提供商在不同的等待代码和专业周期方面做得很好,使编程过程变得更加容易。
5. 吉恩·格拉纳塔(Gene Granata)再次满足了对稳健仿真的需求。加利福尼亚州尔湾市CGTech的产品管理总监指出,该公司的VERICUT软件为多任务处理方带来了几个关键功能。
Mastercam与许多其他CAM系统一样,具有出色的图形效果。但VERICUT是为数不多的能够读取和模拟控件使用的实际后处理G代码的软件包之一。这在任何数控机床上都是必要的,但对于多任务机床、车铣复合机床、五轴加工中心和其他干扰风险高的机械来说至关重要。
6. 作为北卡罗来纳州梅宾市山特维克可乐满的车削产品专家,John Winter是多任务处理的好处的忠实拥护者,他表示换刀装置是另一回事。
多任务处理是未来的发展方向,因为它将车床和铣床的所有功能结合在一台机床上,可以在一次夹紧零件中完成这么多不同的功能。缺点是自动换刀,与传统的加工中心或车床相比,它相对较慢。这就是我们开发CoroPlex系列刀具的原因,该系列刀具旨在通过将多个刀具组合成一个主体来减少刀具更换次数。例如,CoroPlex TB基本上是一个双面镗杆,支持外径和内径车削,或者CoroPlex SL,它就像一个四面微型刀塔,只需对铣削主轴进行分度即可进行切槽、螺纹加工和车削。CoroPlex SL具有相当长的伸出时间,对于大多数机器来说,侧压都是一个问题。但这是多任务加工机的优点之一,因为可以将铣头垂直于切削力的方向,并将它们推向主轴,类似于在加工中心进行切入铣削时所做的操作。因此,有一些方法可以对抗任何刚度损失,具体取决于想要去除金属的积极程度。