
导读
高温合金作为能在760℃~1500℃及一定应力条件下长期工作的高温金属材料,不仅具有优异的高温强度、良好的抗氧化和抗热腐蚀性能,还具有良好的疲劳性能、断裂韧性等综合性能,是汽车、机车、轮船、石化、航空、航天等驱动装置热端部件的关键材料。因其应用的特殊性,所以其工作环境处于高温、高腐蚀、高磨损的恶劣工作环境。
而高温合金的性能、规模及加工精度直接影响航空发动机、舰船、火车、汽车涡轮增压器叶片及各类工业燃机叶片等的质量。所以客户对产品质量的可靠性、使用的安全性等均存在较为苛刻的要求。要实现优质、高效的加工,一定离不开优质的刀具。今天,就给大家介绍几款加工高温合金的刀具,助力大家切出完美的高温合金。
山特维克可乐满
高温合金加工利器
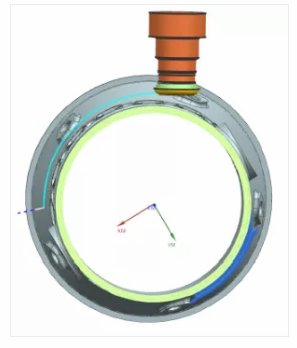
高温合金被广泛地用来制造航空喷气发动机的最热端部件,它能承受高达1100℃的高温,所以人们称高温合金为发动机的心脏。涡轮盘是航空发动机涡轮、燃烧室和压气机3大关键部件的核心零件,其性能直接决定发动机的整体性能,它在燃烧室内受到高温高压气体推动,将气体的热能转化为转子部件的机械能,从而驱动发动机高效工作,所以用于气体密封的封严齿就尤为的重要,由于封严齿齿厚薄、宽度窄、表面质量要求高,给加工带来了极大的困难与挑战。
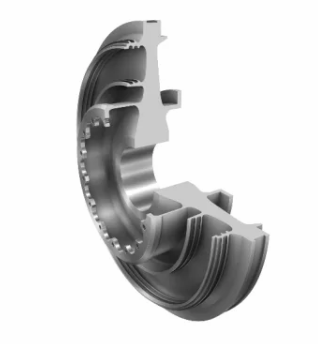
专用于封严齿高效安全加工的利器:CoroCut® 1-2封严齿切槽刀

|特点和益处
专为高温合金材料封严齿加工而设计的CoroCut® 1-2硬质合金和CBN镶尖刀片能够满足在航空发动机涡轮盘上加工小封严齿以及具有挑战性的槽特征的需求,从而为客户提供实现强大加工所需的额外空间。

• CoroCut® 1-2是一项能够确保稳定的切屑控制和加工安全性的强大的解决方案
• 由山特维克可乐满与燃气轮机制造商合作开发而成
• 经过验证的槽型和材质能够实现安全可靠的加工,并确保被认可的表面完整性和出色的表面质量。
• 专利CoroCut®导轨接口可确保安装安全性
• 采用高精度冷却的CoroTurn®SL70刀板能够提供稳定的通用解决方案和良好的切屑控制
• 周边精磨硬质合金刀片可确保锋利的切削刃和精度
• CBN材质可确保出色的表面质量、高速加工和长时间连续切削
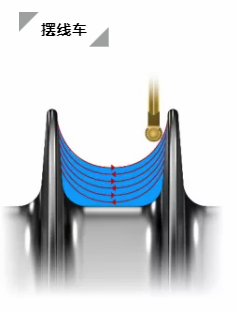
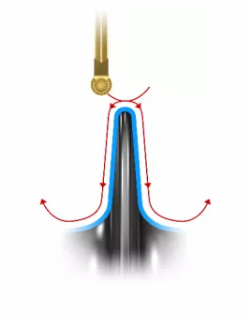
摆线车
摆线车是山特维克可乐满独有的一项专利加工策略,在该策略中,刀具从两侧切入工件,从而实现切屑控制并按照更精确的几何尺寸进行加工。这种方法利用刀片的整条前刃线,并不断地改变刀片与材料之间的接触点,使用非线性刀具路径仿形切削能够实现优化的切屑控制、均匀的切削磨损,并避免产生内在应力。
|益处
• 比扎槽或坡走车工序更高的生产率
• 更高的安全性和更长的刀具寿命
• 更少的走刀次数
• 连续生产有保证、受控且可预测的刀片磨损
点击索取资料
山高
MS2050高温合金铣削材质
镍基高温合金在航空航天应用极为广泛,飞机发动机中超过50%的重量是镍基合金制造的。由于高温合金材料具有高强度、加工硬化和粘附硬化特性,导致在最大切削深度处产生沟槽磨损,并使切削刃处于极为恶劣的磨蚀性环境中,因此对刀具及加工策略具有较为严苛的要求。
MS2050是一种高性能的铣削材质,具有良好的耐化学和机械磨损性能。通过避免刀片和工件材料之间的反应、并提高刀片的韧性,MS2050可延长加工高温合金时的刀具寿命,从而提高生产率。

|独特的新涂层可有效避免化学反应
该涂层由山高F40M涂层和银色的NbN(氮化铌)新表层所组成。镍是最常见的磨损因素,通常会降低刀具寿命,而该表层不与工件材料发生化学反应。此外,切屑流向控制也得到了很大的改善。涂层还可以很好应对使用冷却液带来的温度变化。由于该涂层能在高温下正常工作,因此可以提高切削速度,从而提高生产率。
|MS2050的基体可以承受在切削区域
产生的高机械载荷
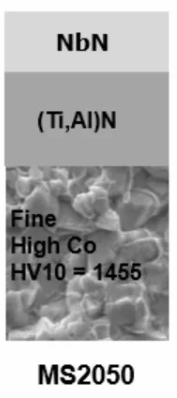
该基体由细颗粒的碳化钨和高含量的钴组成,与F40M相比,该材质具有更高的韧性。结合高温耐磨涂层,MS2050是山高在大多数工况下铣削高温合金的首选材料。
与F40M相比,MS2050铣削材质更硬、更耐磨,允许在加工时提高速度及进给量,同时提供可预测和改善的刀具寿命。

|MS2050 – 涂层和基体材质
• PVD 微晶镀层 (粉末颗粒尺寸 1,2µm)
• 涂层总厚度3µm
• NbN氮化铌镀层
– 银白色表面涂层
– 避免高温下与工件材料间的化学反应
• 高韧性基体
– 新的基体构成
– 与F40M相比韧性和耐磨性均有改善
|加工案例
机床:DMG DMU125P 五轴加工中心
主轴:BT50 / 内冷
工件:航空发动机机匣
材料:Inconel718 (S3)

1、粗铣机匣凸台面、环带面
刀体:R220.29I-0080-06.7A (Dc80; Z7)
刀片:RPHT1204M0T-6-M13, MS2050
刀柄:E3416 5525 2755
加工参数:
Vc=35m/min; fz=0.17mm/齿; ap=1.5mm; ae=80mm
S139; F166
结果:
金属去除率 Q = 19.9cm3/min
刀片寿命 T = 50 min
2、精铣外形面
铣刀:R220.69-0080-12-7AN (Dc80; Z7)
刀片:XOEX120408ZZR-M07, MS2050
XOEX120408R-M07, MS2050
刀柄:E3416 5525 2755
加工参数:
Vc=32m/min; fz=0.22mm/齿; ap=0.5mm; ae=80mm
S127; F196
结果:
金属去除率 Q=7.8cm3/min
刀片寿命 T=40min

点击索取资料
欧士机
陶瓷铣刀
近年来,高温合金被广泛应用在航空航天、动力能源技术上,但是高温合金熔点高、热传导率低、加工硬化严重的特点使得它的切削工具选择条件颇为苛刻。欧士机针对加工材料的特点推出陶瓷铣刀(Ceramic End Mill)来解决切削难题。
本款铣刀采用了即使在高温环境下也能高速加工的陶瓷材料,是一款超越硬质合金的高效铣刀。分为外周刃型和底刃型。
|加工案例
外周刃型(CM-RMS)

OSG的CM-RMS寿命明显较高,并且OSG的CM-RMS积屑少,仍能够继续使用。
底刃型(CM-CRE)
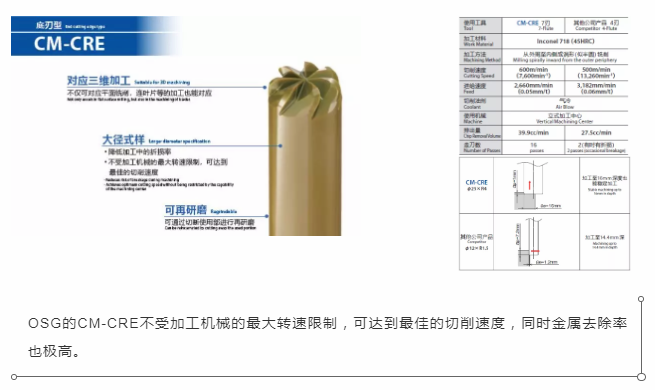
OSG的CM-CRE不受加工机械的最大转速限制,可达到最佳的切削速度,同时金属去除率也极高。
戳视频了解更多
↓↓↓