
不锈钢应用广泛,生活中随处可见它的影子,在机加工中同样常见。其耐蚀性随含碳量的增加而降低,大多数不锈钢的含碳量均较低,最大不超过1.2%。由于材质的特性,不锈钢属于较难加工的材料,差异性大、粘屑、崩刃都是其加工过程中经常遇到的难题,因此,选择合适的不锈钢加工刀具就变成了解决问题的关键所在。今天小编为大家介绍瓦尔特ISO M/S专用钻头DC175 Supreme(致强)和华锐精密不锈钢车削牌号HR7225这两款产品。
瓦尔特ISO M/S专用钻头
DC175 Supreme
1.公司简介
瓦尔特专业提供各种用于铣削、车削、孔加工和螺纹加工的精密刀具。瓦尔特为客户提供各种量身定制的机加工解决方案,用于航空航天、汽车和能源以及通用机械等行业整体零部件的加工。集团的Engineering Kompetenz (优势技术能力)涵盖了整个切削工艺。作为高效数字化工艺解决方案的创新型供应商,瓦尔特是业界工业 4.0 先驱之一。
2.加工工艺、解决方案介绍
 、
、

3.工件加工难点
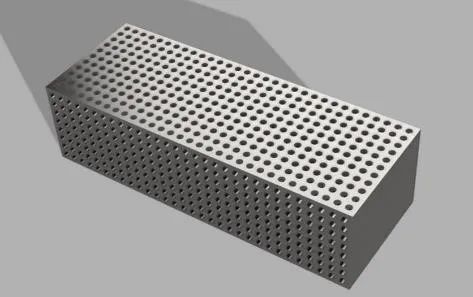
(1)316L不锈钢,有材质韧性高、高温机械性能强、粘性大、导热性差、加工硬化等加工难点,使刀具磨损加快,影响生产效率。
(2)工件从四个面钻孔,同时存在连续钻削和交叉孔钻削的工况,破孔处的冲击会导致钻头受力不均,并且交叉孔处容易卡屑,极易出现崩刃和断刀。
4.采取的加工方法
选用的是瓦尔特ISO M/S专用钻头DC175 Supreme,采用了瓦尔特精密冷却技术和HIPIMS涂层技术,对于加工不锈钢或钛合金都有优异的使用效果。
该案例中直接钻削,在相贯孔处适当调整了进给。

5. 加工实例及结论
零件名称:不锈钢块
零件材料:1.4404 / AISI 316L
机床:DMU 850 V(HSK63刀柄)
冷却方式:机床内冷
加工类型:连续钻削及交叉孔钻削
刀具:DC175-05-04.300A1-WJ30RZ
切削参数:vc=70m/min,f=0.08mm/r(交叉孔处0.03mm/r)
6. 刀具优点及效果
瓦尔特精密冷却技术:全新的头部设计及出水形式,有更好的冷却流量和冷却效果;
HIPIMS涂层技术:涂层耐热性高,表面极度光滑,能够有效减缓积屑瘤和便于排屑;
这使得DC175钻头更适合于加工不锈钢这类比较粘并且切削热高的材料,该案例中在加工了35m之后,钻头的头部磨损依旧良好。

华锐精密不锈钢车削牌号
HR7225
1.公司简介
株洲华锐精密工具股份有限公司是国内的硬质合金切削刀具制造商,主要从事硬质合金数控刀具的研发、生产和销售业务。
2.加工工艺、解决方案介绍
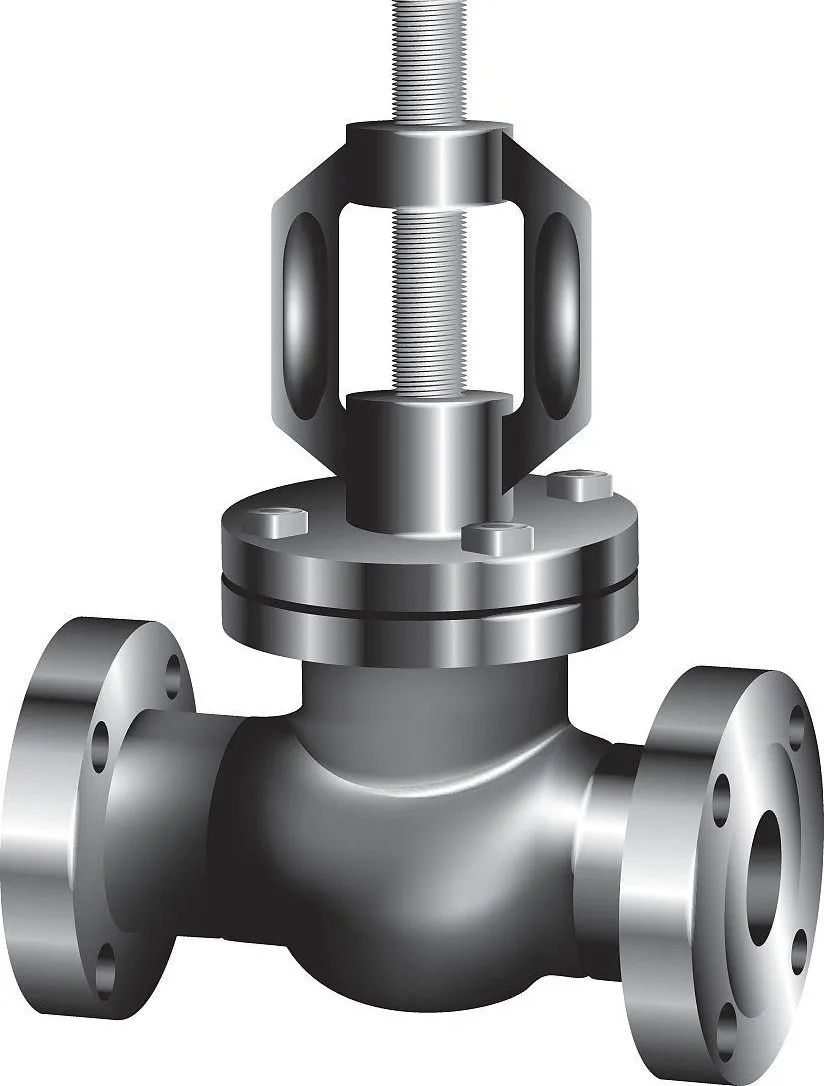
调节阀又名控制阀,它是借助动力操作去改变介质流量、压力、温度、液位等工艺参数的最终控制元件。鉴于调节阀的使用环境,如高温高压、低温深冷、易燃易爆、剧毒、强腐蚀介质等,调节阀在材质选用上越来越多的使CrNi不锈钢、CrMoV耐热钢、双相不锈钢、钛合金等材料,这些材料大都具有韧性高、强度高、散热差、切屑粘性大和加工硬化倾向强等特点,同时,调节阀密封面在加工精度、光洁度以及配对密封等方面有较高要求,这给机械加工以及刀具综合性能提出较苛刻的要求。

3.采取的加工方法
华锐精密全新开发的不锈钢车削牌号HR7225,配合自主槽型BF、BM、BR,完美解决不锈钢车削从精加工到粗加工的难题。HR7225牌号采用非金属改性组元强化的纳米结构复合 “H2-Flex”涂层,具有更高的纳米硬度、良好的抗内聚失效能力和膜基结合能力;同时,精加工BF槽型完美适合加工精度和表面质量的需求,而半精加工BM槽型及粗加工BR槽型兼顾工效率和刀具寿命。
图片
4. 加工实例及结论
图片
零件材料:SUS304
机床:数控车床
冷却方式:乳化液冷却
加工类型:外圆及内孔车削
刀具:HR7225/CNMG120408-BM
切削参数:vc=125m/min,f=0.25mm/r ap=2.5mm
加工效果:切削过程轻快,切削声音小,刀具寿命提升80%。同时,精加工工序采用华锐HR7225/DNMG150608-BF刀片,加工表面质量及加工精度完全达到客户要求。
转载自:金属加工