
一、焊缝参数
先来介绍一下焊缝的几个重要参数。
1、焊缝成形系数φ
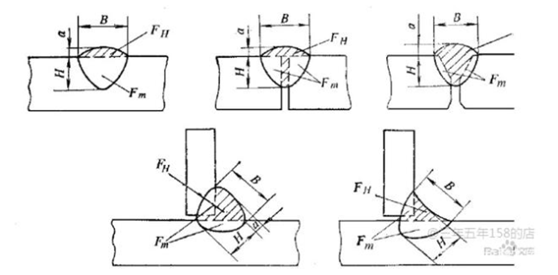
对接接头焊缝的最重要尺寸是熔深H,它直接影响到接头的承载能力。另外一个重要尺寸是焊缝宽度B。
B与H之比是焊缝成形系数φ= B/H,其值大小会影响到熔池中气体逸出的难易、熔池的结晶方向、焊缝中心偏析程度等。
焊缝成形系数的大小要受熔池的合理冶金条件( 焊缝产生裂纹和气孔的敏感性)的制约。埋弧焊的焊缝成形系数一般要求大于1.25。堆焊时,为了保证堆焊层材料的成分和生产率,要求熔深浅、宽度大,成形系数可达到10。
2、焊缝余高a
余高可避免熔池金属凝固收缩时形成缺陷,也可增大焊缝截面从而提高承受静载荷能力。
余高过大将引起应力集中,因此要限制余高的尺寸。通常,对接接头的a= 0-3 mm或者余高系数B/a大于4-8。当焊件接头的疲劳寿命是所考虑的主要问题时,焊后应将余高去除。理想的角焊缝表面最好是凹形的,可在焊接后磨成。
为解决焊缝余高造成应力集中的问题,可以使用豪克能焊接应力消除设备对余高进行超声冲击,实现余高的圆滑过渡降低应力集中系数同时预置压应力增强屈服强度。
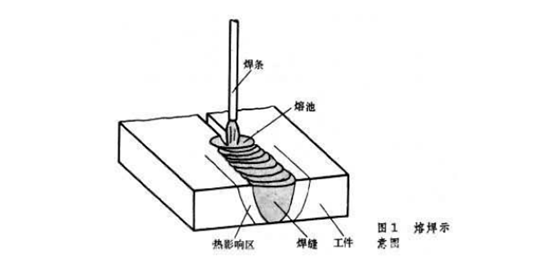
二、熔池对焊缝形状的影响
焊缝的形状决定于熔池的形状,熔池的形状又与接头的型式和空间位置、坡口和间隙的形状尺寸、母材边缘和焊丝金属的熔化情况、熔滴的过渡方式(熔滴金属对熔池冲击力的大小)等有关。
焊接工艺方法和规范参数不同,则熔池的体积和熔池的长度等都不同。当坡口和间隙、焊接规范参数等不合适时,除了可能产生裂纹和气孔等缺陷外,还可能产生焊缝成形方面的缺陷。
接下来给各位介绍一种成熟的新技术。
振动焊接技术已经被广泛使用实现防止焊接裂纹和变形,提高构件的疲劳寿命,增强机械性能。振动焊接是首先将被焊部件进行振动,且边振动边焊接,直到焊完为止。这种振动是在一定频率范围内的轻微振动,晶粒得以细化,材料力学性能得到提高;焊接残余应力得到降低或均化;第三由于振动,在结晶过程中使气泡杂质等容易上浮,氢气易排除,焊缝材料与母材过渡连接均匀、平缓,降低应力集中,提高焊接质量。山东华云机电专业生产振动时效设备,可以为用户提供专业的振动焊接技术服务。
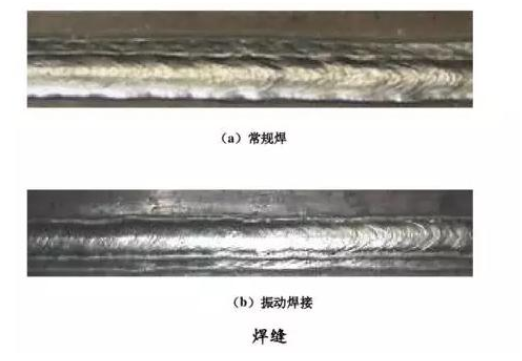
振动焊接质量明显好于普通焊接
三、能量参数对焊缝成形的影响
焊接电流 电弧电压 焊接速度决定焊缝尺寸的主要能量参数。
焊接电流增大时,焊缝的熔深和余高都会增大,而熔宽变化不大。
弧压增加后,电弧功率加大,工件热输入有所增大;但同时弧长变大,分布半径增大,比热流值减小,因此熔深略有减小而熔宽增大。而余高减小,是因为熔宽增大,焊丝熔化量却稍有减小。
焊接速度提高时,线能量q/v减小,熔宽和熔深都减小,余高也减小
总结
焊缝的形状对焊接强度有着决定性的作用,大家在施工时一定注意对焊缝形状的把控,从细节入手方成大师!