
有时,对于焊缝成形质量,焊接方向与角度会起到决定性作用,一点点偏离也有可能造成焊接失败。今天我们就来看看焊接方向与角度对焊缝的影响吧。
基本概念
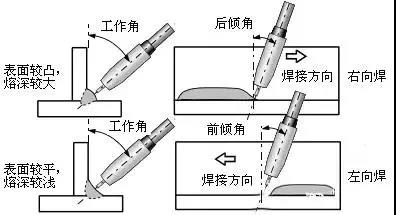
熔化极气体保护焊,操作者右手握焊枪时,由右至左方向焊接,焊枪喷嘴与焊接方向呈钝角(>90°)称为左向焊法;由左至右方向焊接,焊枪喷嘴与焊接方向呈锐角(<90°)称为右向焊法。
如果操作者左手握焊枪,焊接方向刚好相反。图1为左向焊法与右向焊法示意图。

图1 左向焊法与右向焊法示意图
焊枪轴线与焊件表面所成角为工作角。
在焊枪轴线与焊接方向所在平面内,焊枪轴线与垂直于焊接方向直线所成角为行走角。
通常情况下,角焊缝工作角为45°,对接焊缝工作角为90°。其中行走角根据焊接方向的不同,又有前倾角与后倾角之分,右向焊时称后倾角,左向焊时称前倾角。
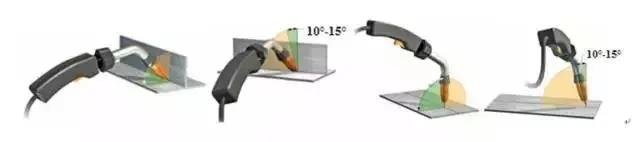
图2 工作角与行走角示意图
对焊缝成形的影响
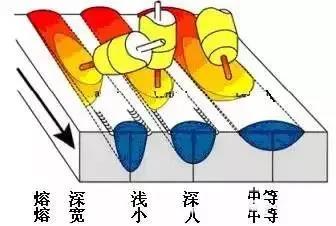
焊接方向与角度不同时,电弧与焊件作用方式有所不同。右向焊时电弧大部分直接作用在焊件上,而左向焊时电弧大部分作用在液态熔池上。因此在相同的焊接电流、电弧电压、焊接速度条件下,得到的焊缝宽度与熔深就不同。图3为焊接方向与角度及其焊缝成形影响示意图。
(a)对接焊缝焊接方向与行走角对焊缝成形影响示意图
(b)角接焊缝焊接方向与行走角对焊缝成形影响示意图
图3 焊接方向与角度及其焊缝成形影响示意图
除对焊缝成形有影响之外,焊接方向与行走角对焊工熔池观察效果、飞溅的大小及气体保护效果也有一定的影响。左向焊时,操作者的视线从焊接电弧一侧呈45°~70°视角观察焊接电弧和焊接熔池,这种角度易于观察焊丝伸出端部的熔化情况及熔池变化情况;右向焊时,焊枪阻挡了操作者的视线,操作困难。图4为左向焊(平焊位)操作者视角示意图。
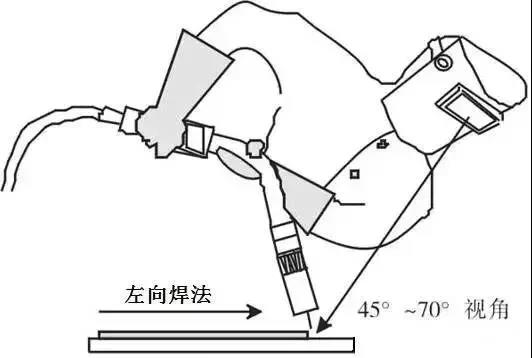
图4 左向焊(平焊位)操作者视角
焊接方向与角度的应用
由于焊接方向与角度对焊缝成形、飞溅大小、气体保护效果等有重要影响,因此在实际焊接生产中,根据不同的技术要求及实际情况,左向焊与右向焊也就有不同的适用场合,典型焊接方向的实践应用见附表。
附表 焊接方向的实践应用

左焊法具有熔深浅、焊道宽的特点,适合于薄板焊接;右焊法具有熔深大、焊道窄的特点,适合于中厚板焊接。
行走角小时,具有熔深大、熔池保护效果好的特点;行走角大时,具有熔深小、熔池保护效果差的特点。行走角为10°~15°时,熔池保护效果良好。