
微弧接合利用电流在弧隙中产生的热能,将导电材料熔化并接合在一起。该技术因其无需焊料即可连接导电材料和异种材料的固有能力而备受推崇,也被称为微型TIG(钨极惰性气体)焊接、GTAW(气体保护钨极电弧焊)或脉冲电弧焊。由此产生的接头具有机械坚固性和导电性,使其成为电动汽车(EV)应用的绝佳选择,特别是电子轴驱动单元、线圈和电池。
发动机罩下的微弧连接
微型TIG是一种电弧焊接工艺,在钨电极和工件之间产生高温(5000°C)等离子弧。惰性气体(通常是氩气)通过从焊接区域置换空气来帮助等离子弧的产生,从而降低跨越间隙的电阻或电压要求。
该技术适用于小于18mm2的焊接区域,例如铜母线,以及小到0.14mm2的点,例如2根热电偶线。这是通过在更短的时间内提供更低的电流并进行更精确的控制来实现的。
微型TIG焊机通常提供5至300安培的电流,脉冲持续时间高达999毫秒。有时,通过快速打开和关闭电流,脉冲会被分为多个脉冲。这种被称为“电流调制”的功能可以降低完成的焊点的孔隙率。
通过电弧形成加热金属材料,微TIG焊接使材料熔化并熔合在一起。最好的结果是将两块大小相似的相同金属连接起来。然而,也可以焊接不同的金属。
适用哪些材料?
用于微TIG焊接的良好材料包括铜、磷青铜、铁、镍、不锈钢、钼、钨、铂和钛。黄铜和镀锌钢不适合微TIG焊接,因为它们的锌含量会导致焊接问题,如气孔和烟尘污染。
脉冲微TIG焊接的应用包括电池极耳焊接和线圈焊丝焊接。
微TIG焊接具有许多优点。作为一种无焊料工艺,当暴露在振动和高温下时,产生的焊缝非常耐用。此外,脉冲微TIG焊接广泛适用于连接高熔点金属、异种金属,甚至φ0.02mm的细电磁线。
微型TIG焊接技术
微弧连接、微型TIG焊接、GTAW、脉冲电弧焊接、电动汽车(EV)应用、电子轴驱动单元、线圈和电池、AMADA WELD TECH、TR-T0016A触退式微弧焊炬
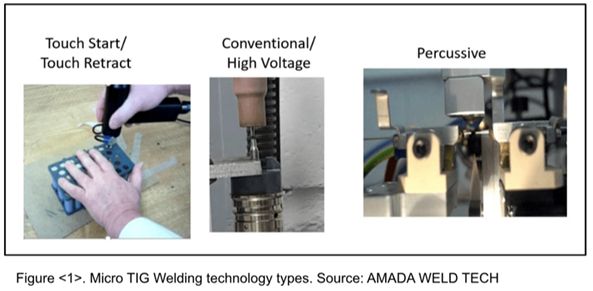
微型TIG 焊接技术类型
不同的微弧连接技术适用于不同的应用和/或工艺要求。三种最常见的使用方式是触摸启动机制、高压启动机制或冲击过程。见上图。
冲击电弧焊
冲击电弧焊接将微弧TIG焊接与机械“冲击”运动相结合,该运动将电弧组件压在一起。电弧的热量产生两个熔融界面,当它们被推到一起时,会熔化成焊缝并熄灭电弧,形成对接焊缝。该过程非常快速和可控,因此需要高速实时控制元件和一定程度的可编程灵活性来提供制造标准系统。它广泛应用于细丝的对接焊接、绞合线到引脚的连接和盲热电偶焊接。
最常见的应用之一是发夹连接,随着制造商寻求制造更小、更轻、更强大的电动机来提高导电性,发夹连接的使用越来越多。见下图。
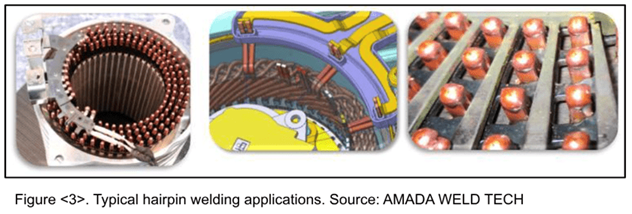
使用微型TIG焊接,可以从发夹顶部接近焊缝,这使得在空间有限的情况下考虑是一个很好的过程。销钉的对齐是获得良好焊接的关键。销和焊炬需要精确对齐,以便焊炬的中心位于销的中间。需要使用工具来实现精确和可重复的对齐;这将导致对称的焊缝几何形状。