行进角度
焊接中的移动角简单地定义为焊枪相对于焊缝垂直位置的放置角度。焊接可以是垂直的(90度),也可以是拖拉角或推角。改变此角度将影响焊道轮廓和达到的穿透深度。当使用短路金属转移模式时,这种影响将最为明显。移动角的变化会改变电弧与熔融焊池的相互作用方式,并将电弧的热能引导到焊缝中的特定位置。
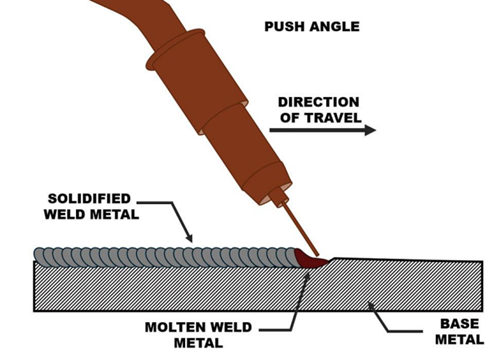
推角
推角,也称为正手技术(见下图),是向新焊工教授GMAW的最常用方法。使用指向行进方向的10到25度的行进角,电弧能量以及熔融的焊池将沿着焊接接头引导。由于热量被引导远离焊缝,这种技术可使焊缝具有更宽更平的焊道轮廓和更浅的渗透。由于焊枪位置的原因,一些焊工发现这种技术可以更好地观察焊接接头,并允许精确控制和改善焊道位置。这种技术可用于焊接较薄的材料以避免烧穿,并且焊道外观比强度更重要。
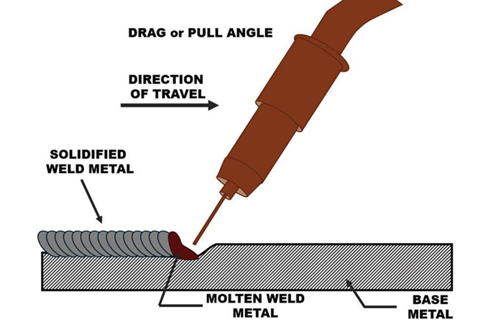
拖角
拖曳角或反手技术(见下图)使用移动角将电弧力引导到焊接金属的熔池中。此动作将熔融金属从电弧中推开,从而暴露出更多的母材。这种挖掘动作会在形成焊道的同时增加焊接渗透。焊接轮廓的宏观部分将显示增加的渗透、更窄的焊道轮廓以及通常更高的焊接帽。一些焊工发现,使用拖角会增加精确跟踪焊接接头的难度,尤其是在接头几何形状复杂的情况下。这种技术最适合用于焊接较厚的部分和多道焊接,因为在这些焊接中渗透至关重要,而且不太可能烧穿。
每种技术都有自己的优点和缺点。熟练的焊工将磨炼他们的技能,以确保他们能够有效地使用这两种技术,并会仔细评估何时使用每种技术。
焊接质量不是应用一种通用的、总能取得优异效果的“最佳”技术的产物,而是来自对各种技术(例如改变焊缝角度)如何影响焊接的更深入了解。技能发展应侧重于了解熔池、电弧行为以及各种参数的影响,使焊工能够实时调整技术。
尽管推力和拖力的争论永远无法解决,但最好的焊工会明白每种方法都有其适用之处,并会根据情况使用适当的技术。